
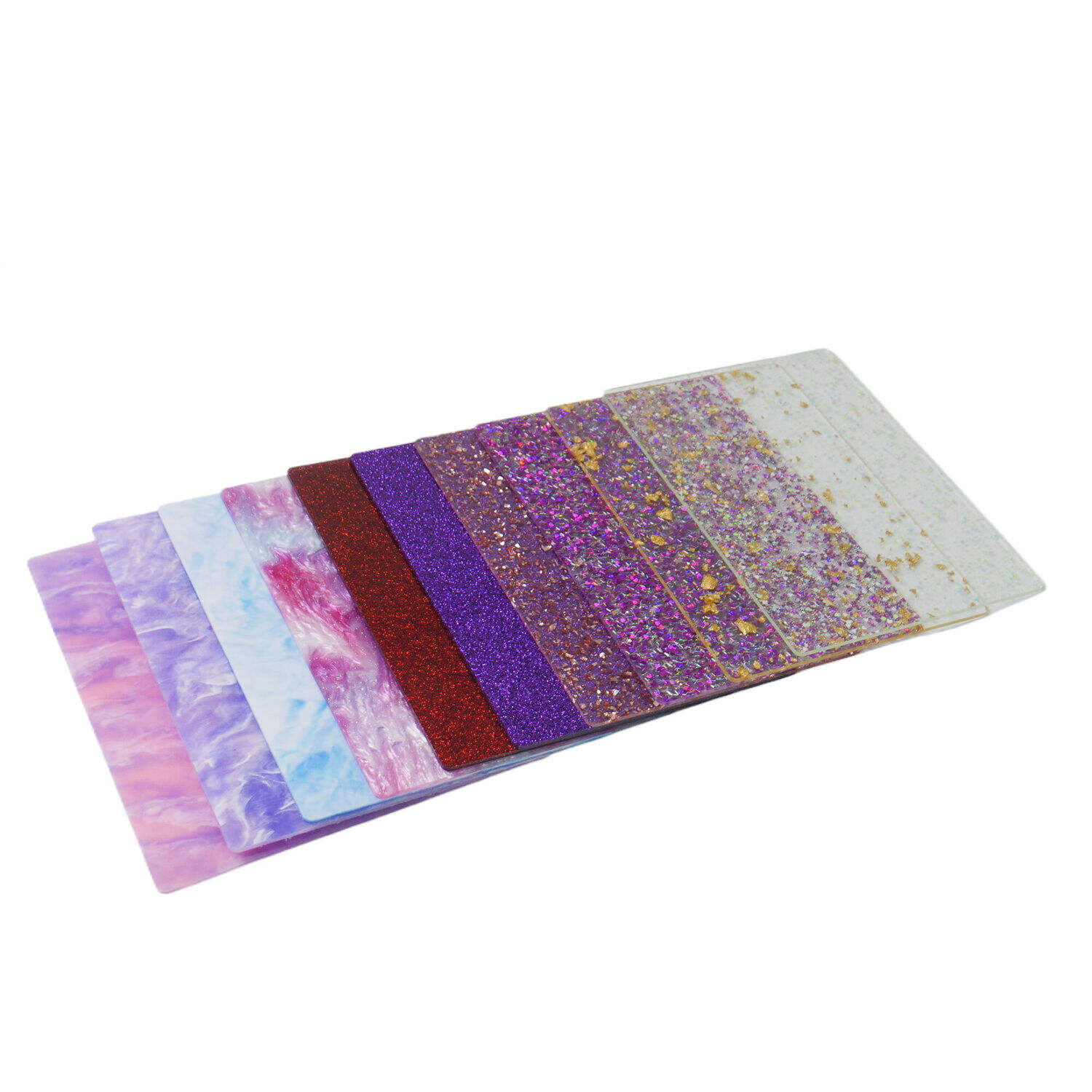
Դեկորատիվ ակրիլիկ նյութերի հետ աշխատելիս պահանջվում է ճշգրտություն և ճիշտ տեխնիկա՝ մասնագիտական արդյունքներ ստանալու համար: Բլեշիկներով acrylic sheet ակրիլիկ թիթեղը ավելի ու ավելի տարածված է դառնում առևտրային և բնակելի կիրառություններում՝ իր հիասքանչ տեսողական գրավչության և բազմակի կիրառելիության շնորհիվ: Ճիշտ կտրման և ձևավորման մեթոդները հասկանալը կապահովի մաքուր եզրեր, կկանխի ճեղքվածքները և կպահպանի նյութի փայլուն հատկությունները ձեր նախագծի ընթացքում:

Բլեշիկներով ակրիլիկ կտրելու համար անհրաժեշտ գործիքներ և սարքավորումներ
Ճշգրիտ կտրման համար էլեկտրական գործիքներ
Ճիշտ էլեկտրական գործիքներ ընտրելը կարևոր ազդեցություն է թողնում ձեր ավարտված նախագծի որակի վրա՝ ակրիլիկի հետ աշխատելիս փայլուն ակրիլիկ թերմոպլաստիկ . Կլոր սղոցը, որն ունի շատ փոքր ատամներով սղոցաթիթեղ՝ նախատեսված պլաստմասսաների համար, ապահովում է մաքուր և ուղիղ կտրում՝ առանց ճզմվածքների: Սղոցաթիթեղն ամենաքիչը պետք է ունենա 80 ատամ 10 դյույմ տրամագծով՝ ջերմության կուտակումը նվազագույնի հասցնելու և կտրման գծի երկայնքով հալվելուց խուսափելու համար: Պահպանեք կտրման միատեսակ արագություն՝ նյութի վերահամվածքը կանխելու համար:
Սեղանի սղոցներն առաջարկում են հիանալի կառավարում մեծ սալերի և բազմակի կտրումների համար: Տեղադրեք կարբիդե ծայրերով եռակի մանրացման սղոցաթիթեղ՝ ակրիլի մեջ ներդրված փայլուն մասնիկների աբրազիվ բնույթը կառավարելու համար: Պահեք սղոցաթիթեղի բարձրությունը նյութի հաստությունից մի փոքր ավելի բարձր՝ ելքային կողմում ճզմվածքները նվազեցնելու համար: Զրոյական բացվածքով տակդիրը օգնում է կանխել, որ փոքր մասերը ընկնեն սեղանի բացվածքի միջով:
Ձեռքով աշխատող գործիքներ և կտրման ձեռնարկային եղանակներ
Ձեռքի գործիքները հիանալի վերահսկողություն են ապահովում մանրամասն աշխատանքների եւ փայլուն ակրիլիկ թերթի ավելի փոքր կտորների համար: Խոցող դանակը, որն ունի սուր ափսե, ստեղծում է ճշգրիտ գծեր մինչեւ 3 մմ հաստությամբ նուրբ թերթեր կտրելու համար: Կատարեք ամուր, հետեւողական ճնշում մեկ անցումով, որպեսզի խուսափեք նյութը թուլացնող բազմաթիվ նշաններից: Հետեւեք գծի վրա՝ մշտական ճնշումով, որպեսզի հասնեք մաքուր խախտման:
Հեշտ ատամներով ձեռքի սառցաբաժինները արդյունավետ են կռվով հատումների եւ բարդ ձեւերի համար։ Ընտրեք 18-24 ատամներով սառնարաններ, որպեսզի նվազագույնի հասցնեք փայլուն մասնիկների փլուզումը: Կտրման ժամանակ նյութը պատշաճ կերպով պահեք, որպեսզի չկեղկվի, ինչը կարող է հանգեցնել ճեղքման: Կտրման անկյունը մշտապես պահպանեք եւ թույլ տվեք, որ սուրը գործի անցնի:
Նախապատրաստման եւ անվտանգության նկատառումներ
Աշխատանքային տարածքի տեղադրում եւ նյութերի կառավարում
Ճկանկյուն ակրիլիկ թերթերի կտրումն ապահովելու համար անհրաժեշտ է ճիշտ պատրաստվել: Մաքրեք աշխատանքային տարածքը՝ հեռացնելով ցանկացած մասունք, որը կարող է գծեր թողնել մակերեսին կողմնակողմ շփման դեպքում: Օգտագործեք ամրակներ կամ ծածկոցներ՝ պաշտպանելու դեկորատիվ մակերեսը հետքերից: Համոզվեք, որ լուսավորությունը բավարար է՝ կտրման գծերն ու նյութի հնարավոր թերությունները ակնհայտ տեսնելու համար:
Ջերմաստիճանի վերահսկումը ազդում է ակրիլիկ նյութերի կտրման կատարման վրա: 68-72°F սենյակային ջերմաստիճանը ապահովում է օպտիմալ պայմաններ ջերմային լարվածությունից ազատ մաքուր կտրումների համար: Խուսափեք կտրելուց անմիջական արևի լույսի տակ կամ տաքացնող աղբյուրների մոտ, որոնք կարող են առաջացնել ջերմային ընդարձակում: Նյութերը, որոնք պահվել են ցուրտ միջավայրում, կտրումից առաջ թույլ տվեք հասնել սենյակային ջերմաստիճանի՝ փխրունությունը կանխելու համար:
Անհատական պաշտպանություն և անվտանգության կանոններ
Անվտանգության սարքավորումները պաշտպանում են ակրիլիկ նյութերի հետ աշխատելիս հնարավոր վտանգներից փայլուն ակրիլիկ թերմոպլաստիկ և էլեկտրական գործիքներ: Կողային պաշտպանիչներով ապահովության ակնոցները կանխում են փայլուն մասնիկների և ակրիլային թեփերի աչքերի մեջ ընկնումը: Մասնիկների դիմակները ֆիլտրում են կտրման ընթացքում առաջացած օդում եղած մասնիկները: Լսողական պաշտպանությունը նվազեցնում է ձայնի ազդեցությունը էլեկտրական գործիքներից՝ երկարատև աշխատանքային սեսիաների ընթացքում:
Ամրացրեք մշակվող մասերը ճիշտ կեղծամների կամ ամրացումների միջոցով՝ կտրման ընթացքում շարժումը կանխելու համար: Երբեք փորձեք ձեռքով պահել փոքր մասերը, երբ օգտագործում եք էլեկտրական գործիքներ: Ձեռքերը պահեք դուրս սղոցալարի ուղղությունից և պահպանեք ճիշտ մարմնի դիրքավորում՝ վնասվածքներից խուսափելու համար, եթե գործիքները սահեն կամ բռնվեն: Անջատեք էլեկտրական գործիքները՝ սղոցալարերը փոխելիս կամ կարգավորումներ կատարելիս:
Կտրման տեխնիկաներ տարբեր հաստությունների համար
Բարակ սալերի մշակման մեթոդներ
1-3 մմ հաստությամբ բարակ փայլուն ակրիլային թերթերը gutt են արձագանքում խոչընդոտման և կոտրման կտրման մեթոդներին։ Կտրման գիծը հստակ նշեք օգտագործելով ուղղահայաց կանոն և բարակ ծայրով մատիտ։ Թերթը տեղադրեք այնպես, որ կտրման գիծը մի փոքր ելնի աշխատանքային մակերեսի եզրից։ Օգտագործեք հաստատուն ճնշում՝ ստեղծելով համաչափ ակոս՝ մոտավորապես թերթի հաստության մեկ երրորդի չափով, սկորինգ դանակով։
Ճնշում կիրառելիս սկորինգի գծի երկու կողմերն էլ ամրացրեք՝ անհավասար ճեղքեր կանխելու համար։ Կիրառեք ներքևի ուղղված ճնշում մեկ հարթ շարժումով՝ թերթը կրկնակի ծեծելու փոխարեն։ Կոտրվածքը պետք է ճշգրիտ հետևի սկորինգի գծին՝ ստեղծելով մաքուր եզր, որը հարմար է մեծամասնության կիրառությունների համար։ Բարակ կարծրությամբ սանդղակով թեթև շփումը վերացնում է փոքրաթիվ անհամաչափությունները։
Միջին և հաստ թերթերի կտրման մեթոդներ
Հաստ փայլուն ակրիլիկ թերթերի համար արդյունավետ կտրում իրականացնելու համար անհրաժեշտ է օգտագործել էլեկտրական գործիքներ: 4-10 մմ հաստությամբ թերթերը լավագույնս կտրվում են շրջանաձև կամ ճոճան սղոցներով՝ համապատասխան սղոցալարերով: Նյութը մուտքագրեք դանդաղ՝ կտրման եզրի վրա տաքացման և հալման կանխարգելման նպատակով: Օպերացիայի ընթացքում կտրման հարթությունից կտորները հեռացնելու և սառեցման համար օգտագործեք կտրման հեղուկ կամ սեղմված օդ:
Ռուտերային կտրումը ապահովում է հաստ նյութերի համար հիանալի եզրի որակ, երբ ճշգրտությունը կարևոր է: Օգտագործեք ուղիղ ֆրեզային գլխիկներ՝ նախատեսված պլաստմասսաների համար, և պահպանեք չափավոր շպինդելի արագություն՝ տաքացման կանխարգելման համար: Լավագույն արդյունքներ են տալիս աստիճանաբար մեծացող խորությամբ բազմաթիվ անցումները, քան լրիվ խորությամբ կտրումը մեկ անցումով: Կտրման վերջաբանի կողմում շեղման կանխարգելման համար օգտակար է հակառակ ուղղությամբ կտրումը:
Ձևավորման և կեղծման մեթոդներ
Տաքացման և թերմոձևավորման մեթոդներ
Ջերմային ձևավորումը թույլ է տալիս փայլուն ակրիլիկ թիթեղները ձևավորել կորացված կամ բարդ ձևերով՝ պահպանելով կառուցվածքային ամրությունը: Նախապես տաքացրեք ձևավորման վառարանները 280-320 °F ջերմաստիճանի վրա՝ կախված նյութի հաստությունից և ցանկալի ծռման շառավիղից: Հաստ թիթեղների համար անհրաժեշտ են ավելի բարձր ջերմաստիճաններ և երկարատև տաքացման ժամանակ՝ հատվածքի ընթացքով համաչափ պլաստիկություն ապահովելու համար:
Ձևավորման սարքերը պատրաստեք ջերմակայուն նյութերից, ինչպիսիք են ալյումինը կամ պողպատը՝ սառչելիս չափազանց ճշգրտությունը պահպանելու համար: Տաքացված նյութը ամրացրեք հավասարաչափ՝ անամրացված տեղամասերում կախվածքի կամ դեֆորմացիայի առաջացումը կանխելու համար: Աշխատեք արագ, հենց նյութը ձևավորման ջերմաստիճանին հասնի, քանի որ աշխատանքային պատուհանը արագ փակվում է՝ սառեցման հետ մեկտեղ: Թույլ տվեք նյութին աստիճանաբար սառչել մինչև սենյակային ջերմաստիճան՝ ներքին լարվածությունները նվազագույնի հասցնելու համար:
Սառը ձևավորում և մեխանիկական ձևափոխում
Սառը ձևավորման տեխնիկան արդյունավետ է փայլուն ակրիլային թիթեղների փոքր կորերի և աստիճանաբար ծռման դեպքում։ Գոտիաձև տաքացուցիչները կենտրոնանում են ջերմությունը նեղ ծռման գծերի վրա՝ առանց ամբողջ թիթեղը տաքացնելու։ Տեղադրեք ծռման գիծը հենց տաքացման տարրի վրա և սպասեք, մինչև նյութը դառնա ձևավորման համար ճկուն, այնուհետև կիրառեք ծռման ուժ։
Մեխանիկական ձևավորումը օգտագործում է շրջանակներ և ամրացումներ՝ նյութերը առանց ջերմություն կիրառելու ձևավորելու համար։ Այս մեթոդը լավագույնս աշխատում է 3 մմ-ից պատառ նյութերի համար, որտեղ ճկունությունը թույլ է տալիս ծռել առանց ճեղքվելու։ Կիրառեք ճնշումը աստիճանաբար և հսկեք լարվածության սպիտակացումը, որն նշանակում է չափից շատ լարվածություն։ Եթե հայտնվի սպիտակացում, կրճատեք ճնշումը և դիտարկեք այլընտրանքային ձևավորման մեթոդներ։
Կողմնային եզրի վերջնամշակում և մակերեսի մշակում
Կողմնային եզրի փայլունացում և հարթեցման մեթոդներ
Մասնագիտական եզրային մշակումը բարելավում է կտրված փայլուն ակրիլիկ սալիկների տեսքն ու անվտանգությունը։ Սկսեք կոշտ սանդրաշերով (220-320 գրիտ), որպեսզի հեռացնեք սղոցման հետքերն ու խոշոր անհարթությունները։ Աստիճանաբար անցեք ավելի բարակ գրիտներին (400, 600, 800), որպեսզի ստանաք ավելի հարթ մակերես։ Պահպանեք հավասարաչափ ճնշում և օգտագործեք շրջանաձև շարժումներ՝ ուղղորդված գծեր չառաջացնելու համար։
Ճիշտ կատարված բոցային փոքրամամբրությունը հաստ ակրիլիկ նյութերի եզրերին տալիս է բյուրեղային պարզություն։ Օգտագործեք մաքուր փոքրամամբրության բոց և հավասարաչափ շարժվեք եզրի երկայնքով՝ ցանկացած տեղամասի չափից ավելի տաքացումը խուսափելու համար։ Մակերեսը պետք է փայլուն դառնա՝ առանց պղպղունքների կամ դեֆորմացիաների։ Փորձարկեք թափոն կտորների վրա՝ մինչև վերջնական աշխատանքների վրա փոքրամամբրություն կատարելը։
Մակերեսի պաշտպանություն և խնամք
Կտրված եզրերի պաշտպանությունը հավաքման ընթացքում կանխում է վերջնական մակերևույթներին հարվածներ հասցնելը։ Մինչև կիրառումը կամ տեղադրումը պողպատված եզրերին կիրառեք պաշտպանիչ ժապավեն։ Ժապավենը հեռացրեք զգուշությամբ՝ խուսափելով թողնելու սոսնձային մնացորդներ, որոնք դարձնում են մակերևույթը փոշու և կեղտի հավաքման կենտրոն։ Մաքրեք մակերևույթները համապատասխան ակրիլային մաքրիչներով և թելեր չթողնող կտորներով։
Պահման պայմանները ազդում են վերջնական բլեստեր ակրիլային թիթեղների կյանքի տևողության վրա։ Եթե հնարավոր է, պահեք մասերը ուղղահայաց՝ կանխելու իրենց սեփական քաշի տակ թեքվելը։ Բաժանեք մասերը փափուկ միջադիր նյութերով՝ մակերևույթի ար scratches-երից խուսափելու համար։ Խուսափեք լուծիչներից կամ կորոզիվ քիմիկատներից, որոնք կարող են վնասել բլեստեր ծածկույթը կամ ակրիլային հիմքը։
Հանդիսանում են տարածաշրջանային խնդիրներ
Ճեղքերի կանխարգելում և հանդիպակաց միջոցառումներ
Լուսարձակ ակրիլիկ թերթերում լարվածության ճեղքերը սովորաբար առաջանում են սխալ կտրման մեթոդների կամ չափազանց մեծ ուժի կիրառման պատճառով։ Բնազատ սղոցները առաջացնում են չափազանց շատ տաքություն և ճնշում, ինչը նյութի ներսում լարվածության կենտրոնացում է առաջացնում։ Կտրման սղոցները պետք է հաճախադեպ փոխարինել՝ ապահովելով սուր եզրեր մաքուր կտրվածքների համար։ Հաստ նյութեր կտրելիս նվազեցրեք կտրման արագությունը՝ տաքության առաջացումը նվազագույնի հասցնելու համար:
Որոշ դեպքերում շրջակա միջավայրի գործոնները նպաստում են ճեղքերի առաջացմանը։ Շատ արագ ջերմաստիճանային փոփոխությունները հանգեցնում են ջերմային ընդարձակման և սեղմման, ինչը լարվածություն է առաջացնում նյութում։ Տեղադրումները պետք է նախագծված լինեն ճիշտ ընդարձակման կապերով և ճկուն ամրացման համակարգերով։ Խուսափեք պինդ ամրացումից, որը կանխարգելում է նյութի բնական շարժը ջերմաստիճանային փոփոխությունների դեպքում:
Գորշ մասնիկների կորստի հետ կապված խնդիրների լուծում
Կտրման գործողությունների ընթացքում փայլուն մասնիկների տեղաշարժը ազդում է վերջնական եզրերի տեսողական հատկանիշների վրա։ Սուր կտրող սղոցները նվազեցնում են մասնիկների խանգարումը՝ ստեղծելով մաքուր կտրվածքներ՝ նյութի միջով պոկում անելու փոխարեն։ Կտրումը կատարելիս ապահովեք փայլուն ակրիլիկ թիթեղի ճիշտ հենարան, որպեսզի բացառվի նյութի ճկումը, որն առաջացնում է ներդրված մասնիկների ամրության թուլացում:
Եզրերի լաքապատման տեխնիկան օգնում է ամրացնել փայլուն մասնիկները կտրումից հետո։ Պարզ ակրիլային ներկը կամ հատուկ եզրային լաքապատող նյութերը կտրված եզրերի վրա պաշտպանիչ շերտ են ապահովում։ Օգտագործեք բացառիկ բարակ և հավասար շերտեր և թողեք համապատասխան ժամանակ համարձակման համար յուրաքանչյուր կիրառությունից հետո։ Փորձարկեք լաքապատման նյութերը թափոն կտորների վրա՝ համոզվելու համար, որ դրանք համատեղելի են ձեր նյութի կոնկրետ կազմության հետ:
Հաճախ տրամադրվող հարցեր
Ո՞ր տեսակի սղոցն է ամենալավը հաստ փայլուն ակրիլիկ թիթեղ կտրելու համար
Եռաչիպ կարբիդե սղոցապնակները՝ 80+ ատամներով 10 դյույմանոց տրամագծի վրա, ապահովում են օպտիմալ արդյունքներ հաստ փայլուն ակրիլիկ նյութերի համար: Այս հատուկ սղոցապնակները նվազագույնի են հասցնում ջերմության կուտակումը՝ հաշվի առնելով ներդրված փայլուն մասնիկների սաղմնաբույս բնույթը: Պահպանեք չափավոր աշխատանքային արագություն՝ կտրման գծերի երկայնքով այրվածքներն ու հալման երևույթները կանխելու համար:
Կարո՞ղ եմ ես սովորական փայտամշակման գործիքներ օգտագործել փայլուն ակրիլիկ սալերի համար
Սովորական փայտամշակման գործիքները կարող են օգտագործվել փայլուն ակրիլիկի կտրման համար՝ ճիշտ սղոցապնակի ընտրությամբ և տեխնիկայի փոփոխություններով: Փոխարինեք փայտի համար նախատեսված սղոցապնակները պլաստիկի համար նախատեսված ավելի բարակ ատամներով և այլ անկյուններով սղոցապնակներով: Նվազեցրեք կտրման արագություններն ու աշխատանքային արագությունը՝ համեմատած փայտի կտրման հետ՝ ջերմային վնասվածքները կանխելու համար:
Ինչպե՞ս կարող եմ կանխել հալումը՝ փայլուն ակրիլիկ սալ կտրելիս
Հալմանը կանխելու համար անհրաժեշտ է ճիշտ սղոցի թիթեղի ընտրություն, հարմար կտրման արագություններ և արդյունավետ ջերմության կառավարում: Օգտագործեք շատ սուր թիթեղներ՝ նախատեսված պլաստմասսաների համար, և պահպանեք չափավոր կտրման արագություն՝ շփման տաքացումն առավելագույնի չափ նվազեցնելու համար: Կտրման ընթացքում կտրման գոտուց ջերմությունն ու պղատները հեռացնելու համար կիրառեք կտրման համար նախատեսված հաղորդակից ներքողներ կամ սեղմված օդի հովացում:
Որքան հաստության փայլուն ակրիլային թիթեղ կարելի է կտրել գծային կտրմամբ
Գծային կտրումը արդյունավետ աշխատում է 3 մմ-ի հասակ փայլուն ակրիլային թիթեղների վրա՝ իդեալական պայմաններում: Ավելի բարակ նյութերը (1-2 մմ) ավելի հուսալի են կոտրվում՝ հետևելով գծային կտրման գծերին: Ավելի հաստ նյութերի դեպքում կարող է պահանջվել մի քանի անգամ գծային կտրում կամ այլընտրանքային կտրման մեթոդներ՝ ճեղքվածքներ չառաջացնելու համար և բավարար արդյունքներ ստանալու համար:
Բովանդակության աղյուսակ
- Բլեշիկներով ակրիլիկ կտրելու համար անհրաժեշտ գործիքներ և սարքավորումներ
- Նախապատրաստման եւ անվտանգության նկատառումներ
- Կտրման տեխնիկաներ տարբեր հաստությունների համար
- Ձևավորման և կեղծման մեթոդներ
- Կողմնային եզրի վերջնամշակում և մակերեսի մշակում
- Հանդիսանում են տարածաշրջանային խնդիրներ
- Հաճախ տրամադրվող հարցեր